碳纤维工具应用之一:碳纤维刨头
来源:江苏优培德复合材料有限公司 发布时间:2025-04-21 09:52:29 浏览人次:36


碳纤维工具类应用之一:碳纤维刨头
CFRP 刨头:质量减轻 50%,旋转速度提高 1.5 倍
木工行业的客户不仅要求更高的表面质量和精度,而且要求更高的生产率。更轻、更坚固的工具可以帮助满足这些需求,实现更高的速度。然而,当前的铝切削刀具已经用尽了其轻量化潜力。德国纺织纤维研究所与斯图加特大学机床研究所合作,在一个联邦资助的联合项目中寻求解决这个问题,合作并生产并测试了原型。合作伙伴成功展示了碳纤维刨削头,与大约 8 公斤重的铝制工具相比,该刨削头的质量减少了 50%。但不是简单地用碳纤维增强塑料取代铝,而是利用计算机模拟开发了一种全新的设计,如下图所示:

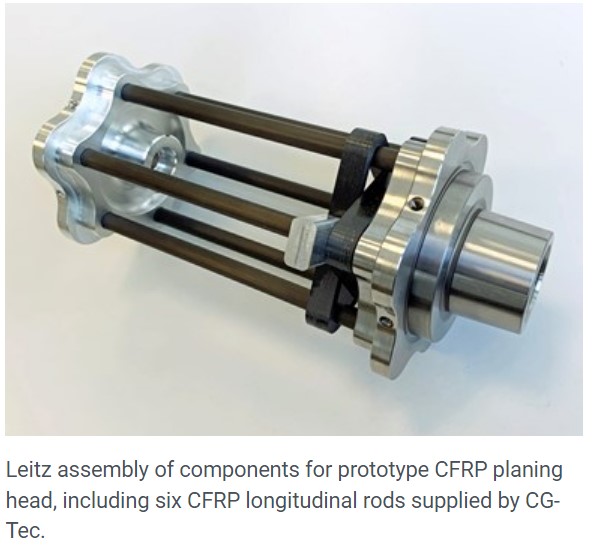
图片注:模块化设计包括 CFRP 三角形处理离心力的组件和星形外壳可承受弯曲和扭转载荷。
这种虚拟开发产生了一种模块化工具,包括吸收离心力的 CFRP 三角形组件和处理弯曲和扭转载荷的外壳。定向碳纤维以处理这些结构中的负载进一步有助于最大限度地减轻重量,但也实现了高刚度和优化特征频率(系统振动的固有频率)的能力。这种组合改善了工具的动态行为,使转速比之前工具每分钟 12,000 转 (rpm) 的极限高 1.5 倍。
首先,数值模拟被用来开发许多概念。接下来,使用有限元分析 (FEA) 进行评估,确定最佳的最终概念。进一步分析定义了转速高达 18,000 rpm 时的力,以及每个部件的应力和应变场。三角形的刚度在旋转过程中承受离心力,可防止外径发生变化。请注意,这些三角形包括切割刀排的载体。因此,在旋转过程中不允许改变切削刃的周长或“飞圆”,因为这会降低刨削过程中木材的精度和表面质量。
分析结果确定了 CFRP 部件的最终尺寸和复合材料铺层。采用湿法长丝缠绕碳纤维和 环氧树脂生产了 200 毫米长的三角形管。将所得 26 层管在 84°C 下烘烤 12 小时,并使用附加的外部金属工具施加压力,实现 5.5 毫米的恒定最终壁厚。将管材切成13片12毫米宽的切片。
外壳是通过将 23 层由 3K 碳纤维制成的干粘合 245 gsm碳纤维布包裹在星形心轴上制成的。真空辅助树脂灌注与环氧树脂注射树脂一起使用,所得层压板在 80°C 真空下烘箱固化 12 小时,生产出长 155 毫米、壁厚在 4.8 至 5.5 毫米之间的部件。
三角形管和星形管的纤维含量分别为73%和72%(按质量计)。使用计算机断层扫描确认质量,并将 CFRP碳纤维零部件为进一步减轻重量而制造的 6 个 10 毫米直径 CFRP 碳纤维棒进行加工和组装。 CFRP 碳纤维工具设计中包含与基准铝工具中使用的相同的刀具、螺钉安装件和铝端夹紧装置。
最终原型在运行中进行了测试,并用高速摄像机进行了监控。与铝制工具相比,没有检测到质量差异,并且所有刀具排的操作均相同。同样的性能在高达 18,000 rpm 的速度的模拟中得到了证明,但在实际机器中进行的测试有待系统修改,因为目前没有金属工具允许这样的速度。
CFRP 刨头:质量减轻 50%,旋转速度提高 1.5 倍
木工行业的客户不仅要求更高的表面质量和精度,而且要求更高的生产率。更轻、更坚固的工具可以帮助满足这些需求,实现更高的速度。然而,当前的铝切削刀具已经用尽了其轻量化潜力。德国纺织纤维研究所与斯图加特大学机床研究所合作,在一个联邦资助的联合项目中寻求解决这个问题,合作并生产并测试了原型。合作伙伴成功展示了碳纤维刨削头,与大约 8 公斤重的铝制工具相比,该刨削头的质量减少了 50%。但不是简单地用碳纤维增强塑料取代铝,而是利用计算机模拟开发了一种全新的设计,如下图所示:
图片注:模块化设计包括 CFRP 三角形处理离心力的组件和星形外壳可承受弯曲和扭转载荷。
这种虚拟开发产生了一种模块化工具,包括吸收离心力的 CFRP 三角形组件和处理弯曲和扭转载荷的外壳。定向碳纤维以处理这些结构中的负载进一步有助于最大限度地减轻重量,但也实现了高刚度和优化特征频率(系统振动的固有频率)的能力。这种组合改善了工具的动态行为,使转速比之前工具每分钟 12,000 转 (rpm) 的极限高 1.5 倍。
首先,数值模拟被用来开发许多概念。接下来,使用有限元分析 (FEA) 进行评估,确定最佳的最终概念。进一步分析定义了转速高达 18,000 rpm 时的力,以及每个部件的应力和应变场。三角形的刚度在旋转过程中承受离心力,可防止外径发生变化。请注意,这些三角形包括切割刀排的载体。因此,在旋转过程中不允许改变切削刃的周长或“飞圆”,因为这会降低刨削过程中木材的精度和表面质量。
分析结果确定了 CFRP 部件的最终尺寸和复合材料铺层。采用湿法长丝缠绕碳纤维和 环氧树脂生产了 200 毫米长的三角形管。将所得 26 层管在 84°C 下烘烤 12 小时,并使用附加的外部金属工具施加压力,实现 5.5 毫米的恒定最终壁厚。将管材切成13片12毫米宽的切片。
外壳是通过将 23 层由 3K 碳纤维制成的干粘合 245 gsm碳纤维布包裹在星形心轴上制成的。真空辅助树脂灌注与环氧树脂注射树脂一起使用,所得层压板在 80°C 真空下烘箱固化 12 小时,生产出长 155 毫米、壁厚在 4.8 至 5.5 毫米之间的部件。
三角形管和星形管的纤维含量分别为73%和72%(按质量计)。使用计算机断层扫描确认质量,并将 CFRP碳纤维零部件为进一步减轻重量而制造的 6 个 10 毫米直径 CFRP 碳纤维棒进行加工和组装。 CFRP 碳纤维工具设计中包含与基准铝工具中使用的相同的刀具、螺钉安装件和铝端夹紧装置。
最终原型在运行中进行了测试,并用高速摄像机进行了监控。与铝制工具相比,没有检测到质量差异,并且所有刀具排的操作均相同。同样的性能在高达 18,000 rpm 的速度的模拟中得到了证明,但在实际机器中进行的测试有待系统修改,因为目前没有金属工具允许这样的速度。
转速的提高直接提高了生产速度。 CFRP 工具还改进了动态行为,以实现高精度和表面质量。因此,可以用两台机器而不是五台机器来满足增加的生产需求。此外,工具重量减轻了 50%,可以使用更小的电机,从而需要更少的电力和能源消耗。这一概念不仅可以应用于其他切削刀具,还可以适用于圆柱形结构高速旋转的许多应用(例如传动轴),并且这种高质量的减少以及最小化的偏转和振动可能具有显着的好处。
<上一篇暂无内容!
下一篇>6个问题帮你解决如何选择无人机?